Conoce los términos más populares y sus significados con esta tercera parte del glosario de impresión 3D. Así estarás más familiarizado con los conceptos.
Como se hicieron en la primera y segunda parte, para dirigirte a una referencia rápida en particular, basta con pulsar en cualquier enlace dentro de la tabla de contenidos, situada en la barra lateral derecha (en caso de que consultes esta página usando la computadora).
Nota: Debido a que son muchos términos, es posible que la tabla de contenidos no se aprecie correctamente. Te recomendamos reducir el zoom de tu navegador al 90% para corregir este problema.
Una vez que hayas entendido los conceptos preliminares, puedes ser capaz entonces de solicitar una cotización de nuestros servicios de impresión 3D; donde se requiere ser muy detallado en la descripción de tus necesidades, para que nosotros podamos atenderlas de la mejor manera posible.
La tercera parte del glosario de impresión 3D contiene los términos de la M a la P en orden alfabético. Sin más, comenzamos.
M
Maker
Término en inglés que se asocia con aquella persona que es capaz de diseñar, modelar e imprimir una o varias piezas.
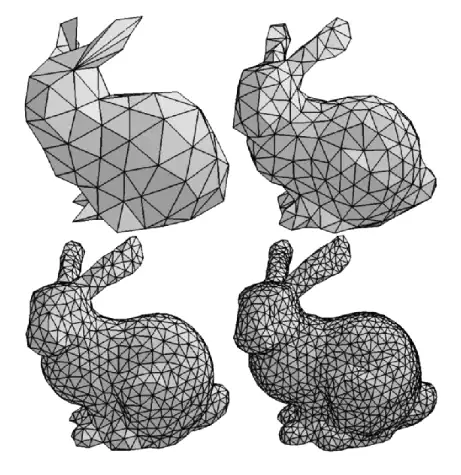
Malla
También conocido como mesh en inglés. Es un arreglo ordenado que se forma con vértices y aristas y está distribuido en un entorno 3D para crear el volumen de un objeto sólido.
Los formatos de archivos OBJ y STL previamente han realizado la conversión a este arreglo para que les sea posible a las impresoras 3D construir las piezas.
El mallado de triángulos es el más optimizado para procesar en las computadores u ordenadores porque pesa menos que otros arreglos más poligonales. Sin embargo, entre más detallada se requiere la pieza, se necesitan más mallas para procesarla. Esto aplica para piezas con geometrías más complejas.
Marlin
Es el firmware más popular que existe en la comunidad de usuarios avanzados de la impresión 3D. Permite desbloquear funciones o configuraciones protegidas por los fabricantes de las máquinas para así convertirlas en DIY o en aquellas de código abierto.
Se puede acceder a su código fuente a través del sitio oficial de Marlin.
Multiextrusión
También conocido como extrusión múltiple en las impresoras 3D FDM. Es un sistema de extrusores que permiten introducir más de un material a la vez en determinadas capas de la pieza.
Por lo regular, se utiliza el mismo tipo de material pero en diferentes colores, con el fin de homologar la temperatura de fusión en los hotend y obtener una pieza que no requiere pintarse prácticamente.
El fabricante que ha introducido esta tecnología en sus máquinas es Bambu Lab.
N
Nesting
Término inglés que se refiere a la colocación óptima de una pieza o conjunto de piezas en el espacio de trabajo de cualquier impresora 3D antes de configurar los ajustes del laminador, con el objetivo de incluir el mayor número posible de piezas y reducir al máximo el tiempo de impresión del conjunto, objetivo primordial de las impresoras 3D FDM.
Nivelación
Es una configuración básica de las impresoras 3D que consiste en ajustar manualmente la posición cero del eje Z con el objetivo de mantener la misma distancia de separación en todo el espacio de trabajo y garantizar que la primera capa de material colocado no se despegue.
Nivelación manual en impresoras 3D FDM
Se hace colocando una hoja de papel encima de la cama caliente mientras se giran los tornillos de cada esquina de la cama para que ésta suba o baje según sea el caso.
Al sentir que la boquilla comienza a “morder” ligeramente la hoja de papel en cada esquina (debes mover la hoja y notar que requieres un poco más de fuerza al hacerlo), se considera la distancia de separación óptima y se guarda la configuración en la memoria interna de la máquina.
Nivelación manual en impresoras 3D SLA o DLP
Se hace colocando una hoja de papel encima de la superficie de la pantalla LCD monocromática o de la pantalla láser (habiendo quitado previamente la tina de resina).
Luego, se baja la placa de impresión (aflojada de sus tornillos) girando el stepper del eje Z lo más que se pueda hasta que “muerda” ligeramente la hoja de papel (misma sensación de requerir más fuerza para moverla). Hecho esto, se aprietan los tornillos de la plataforma y se guarda la configuración en la memoria interna de la máquina.
Nube de puntos
Técnica de escaneo 3D o ingeniería inversa que consiste en recopilar la geometría de una pieza mediante la lectura del láser del escáner, transformar dichas lecturas después en un arreglo de vértices y finalmente, unir los vértices para obtener un modelo de mallas apto para usarse en una impresora 3D.
O
OBJ
Formato de archivo de mallas popular en la comunidad que contiene el objeto a imprimir.
Se exporta desde cualquier programa CAD y se abre en los laminadores para así parametrizarlo.
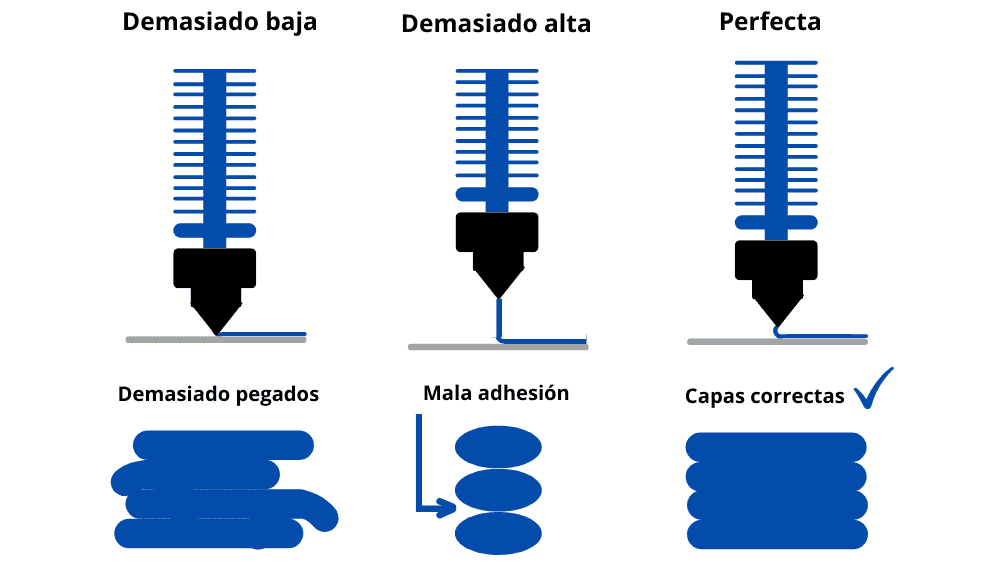
Offset en Z
Es una configuración básica de las impresoras 3D que permite realizar un ajuste más fino de la posición cero del eje Z en caso de que la nivelación manual no haya podido adecuar por completo la distancia de separación óptima en todo el espacio de trabajo.
A menudo sucede esta descompensación en las impresoras 3D FDM a causa de un ajuste incorrecto de fábrica de la sonda que protege a la boquilla del hotend de golpearse con la cama. Por lo anterior, se recomienda verificar el rango de detección de la sonda, especialmente si las máquinas son nuevas.
El proceso consiste en mover el stepper del eje Z (hasta en centésimas de milímetro por desplazamiento) las veces que sean necesarias hasta que la boquilla o la placa (según sea el tipo de máquina) puedan “morder” la hoja de papel, tomando como base el mismo método de nivelación descrito líneas arriba. Por ende, es un proceso complementario de la nivelación manual.
Open source
Término inglés que indica que un componente, diseño, código de programa o característica única de los fabricantes de las impresoras 3D es descentralizado y se puede replicar con total libertad para beneficio propio de la comunidad, siempre y cuando se otorgue el crédito correspondiente al creador original.
Su objetivo principal es buscar la mejora continua de los procesos de la impresión 3D, evadiendo las ataduras de los derechos de propiedad intelectual que a veces impide el desarrollo.
La entidad responsable que otorga estas licencias de acreditación es Creative Commons.
P
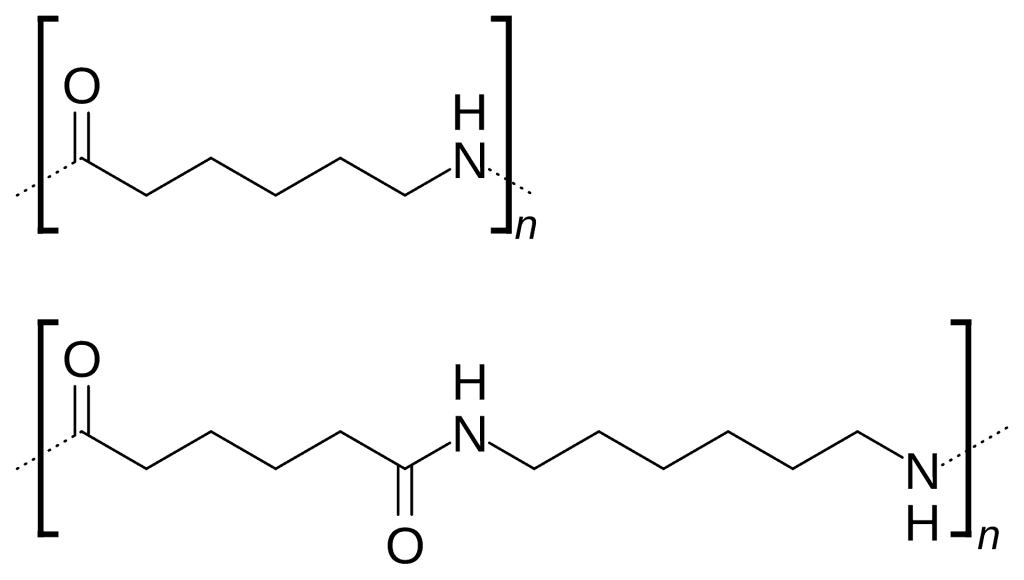
PA
Acrónimo en inglés de Poliamida, Nailon o Nylon. Es un termoplástico resistente que puede contener partículas de fibra de vidrio para hacerlo todavía más pero es altamente higroscópico. Por lo que se recomienda almacenarlo con desecantes o utilizar un horno para secarlo antes de usarse.
PC
Acrónimo en inglés de Policarbonato. Es un termoplástico altamente resistente que tiene muchas aplicaciones en la industria, haciéndolo muy solicitado y versátil.
Requiere una elevada temperatura de fusión en el hotend para usarse, por lo que es recomendable modificar la temperatura límite de las impresoras 3D FDM en el firmware original del fabricante si lo permite.
En caso contrario, se recurre al desbloqueo total del ajuste, usando un firmware de código abierto, como Marlin.
Perímetro
Es un parámetro básico que poseen los laminadores y permite configurar la cantidad de paredes externas que la pieza puede tener; en combinación con la densidad de relleno, se busca el equilibrio de fabricar la pieza más resistente con la menor cantidad de material usado posible.
En las impresoras 3D FDM, esta configuración depende directamente del diámetro de la boquilla.
Análogamente, en las impresoras 3D DLP o SLA, esta configuración depende del espesor interno deseado que debe llevar la pieza, en caso de hacerla hueca.
PET
Acrónimo en inglés de Tereftalato de Polietileno. Es un termoplástico resistente y reciclable, cuyo filamento se puede obtener de las botellas de plástico.
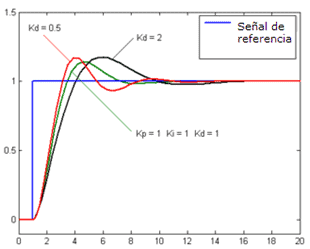
PID
Es una configuración avanzada de las impresoras 3D FDM que controla los siguientes parámetros:
- Valores objetivos o de referencia de la temperatura de hotend y cama caliente (setpoint), según el tipo de material termoplástico a utilizar.
- Tiempo que demora la máquina en alcanzar dichos valores definidos.
- Eficiencia en la capacidad de mantener las temperaturas objetivo sin fluctuar demasiado.
Cada fabricante tiene su propia configuración sintonizada y protegida que por lo general, no se recomienda modificar.
En contraste, los usuarios avanzados desean emplear termoplásticos más sofisticados en sus máquinas sin necesidad de invertir en una máquina 3D de características más robustas. Para lograrlo, realizan el desbloqueo de la configuración en cuestión a través de un firmware de código abierto, como Marlin.
PLA
Es el material termoplástico más popular y con el que prácticamente dio origen a la impresión 3D que conocemos hoy en día.
Es un polímero biodegradable elaborado con fécula de maíz que, combinado con diferentes aditivos, puede obtener una dureza similar a otros termoplásticos más sofisticados que se usan en la industria.
Sus acrónimo significa Ácido Poliláctico en inglés.
PP
Acrónimo en inglés de Polipropileno. Es un termoplástico altamente resistente y reciclable que tiene muchas aplicaciones en la industria automotriz, aeroespacial y aeronática como parte fundamental en la fabricación de tableros y elementos de protección. Además, es usado en empaques que tienen contacto directo con los alimentos.
Puede contener también una determinada carga de fibra de vidrio para hacerlo todavía más resistente; sin embargo, se debe considerar utilizar otro tipo de boquillas para resistir la abrasión.
PTFE
Acrónimo en inglés de Politetrafluoroetileno o simplemente Teflón. Es un termoplástico altamente resistente a las temperaturas y posee muy baja fricción. Su uso es ampliamente utilizado en los sartenes para que no se peguen los alimentos al cocerse.
Gracias a sus propiedades fundamentales descritos al principio, se utiliza en las impresoras 3D FDM como un tubo para que pueda fluir el filamento en los extrusores bowden hacia el hotend y no se atore.
Punto de fusión
Es la temperatura mínima que requiere un termoplástico para fundirse y poderlo inyectar en la plataforma.
PVA
Acrónimo en inglés de Acetato de Polivinilo. Es un termoplástico que tiene muchas aplicaciones en la industria de los pegamentos pero se ha vuelto cada vez más popular en las impresoras 3D FDM (especialmente en aquellas de multiextrusión) porque se utiliza como material de soporte en las islas de la pieza con una particularidad interesante:
Una vez terminada la pieza, se remoja en agua y este material es soluble, haciendo que se remuevan los soportes con extrema facilidad.
Hasta aquí terminamos la tercera parte del glosario de impresión 3D. Esperamos que te haya parecido entretenido e interactivo, como para nosotros el poder escribirlo. Puedes consultar la cuarta parte pulsando en este enlace.